【双辊齿式破碎机的辊齿磨损严重该如何应对?】双辊齿式破碎机是凭借两组单独驱动的辊轴,相对运行出现的挤轧力和磨剪力来破碎石子的机械,可选矿、化工、水泥、耐火材料、磨料、建筑材料等工业部门中对高、中莫氏硬度以下的岩石、石料及耐火材料的整型破碎工作,在双辊齿式破碎机的运行过程当中,辊齿是一个易磨零件,常会出现磨损的现象,本文主要介绍辊齿磨损的应对措施。

为添加辊齿的莫氏硬度,对辊齿表面进行堆焊,使齿面的莫氏硬度符合HRC58以上。
由于辊齿的材料为高锰钢合金钢,焊接性能比较差,对焊条材料选择及堆焊开工要求的技术含量高,选择满意的焊条后,直接在辊齿表面进行堆焊,对高齿使用5毫米过渡层及15毫米层的堆焊,低齿进行2毫米-5毫米的修复。

由于辊齿的非正常磨损,部齿都磨成了一样的高度,已经不能分清初始高齿与低齿的具体位置,可根据高齿与低齿的数目和组织准则,制定散布方案,并在高齿的地方做好记号,以便在焊接中能准确开工。
先将齿板从碎石机转子上拆拆除俩,平放,将所需堆焊的部部位用磨光机抛光现金属色,使用直流电焊机,电焊线反接,堆焊时使用单道断焊接技术施焊,层电流调整在150-180A,过渡层电流调整在90-110A,调整焊接层温度在100摄氏度以下,分层堆焊至所需的厚度,单层厚度调整在1.5毫米-2.0毫米。
已有2632人成功参与
细节问题可微信交流:18336065555
搜索关注抖音号“zydlks”
可查看更多设备及生产线现场案例

 破碎机
破碎机 反击式破碎机
反击式破碎机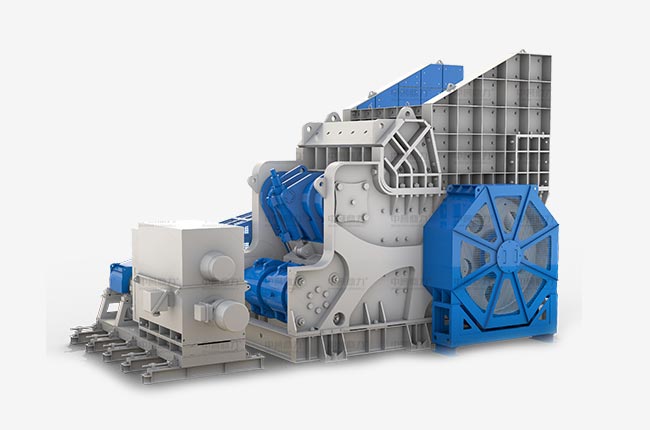 旋回破碎机
旋回破碎机

