【CH660单缸圆锥破碎机衬板的生产改造】CH660单缸圆锥破碎机所用动锥、定锥衬板,平均使用寿命累计仅为700~800h,运行成本较高,为提高设备运转率,延长备件运转周期,成本,下面就来为大家介绍下CH660单缸圆锥破碎机衬板的生产改造。
一、生产过程研究
根据CH660单缸圆锥破碎机的装配图,设备的运行状况、工作原理,以及动锥、定锥衬板的安装要点,依据该备件的结构特点和装配几何尺寸,进行测绘设计,衬板的生产图样。
1. 材质选择及成分根据备件的工况条件为冲击,我们选择材质为ZGMn13Cr2Ti,并经优化化学成分:Wc=1.2%~1.3%,Wsi=0.3%~0.8%,Wmn=11%~13%,Wcr=1.5%~2.5%,Wti=0.05%~0.1%,Ws、P<0.08%,Wre残余<0.035%。
2. 工艺过程控制
(1)模样制作工艺CH660单缸圆锥破碎机动锥、定锥衬板采用消失模分部制作粘合整体手工修正模样制作完成。须工序合理,定位选择准确,模样垂直度和同轴度要求。动锥衬板:按图1所示工艺制作模样,在圆周方向六等分,高度方向分5部分进行样板放样,分部制作模样;以A 面为基准,逐步粘合①~⑤部分,校准各部分模样同轴度;按工艺图要求进行整体手工修整,模样准确与完整。定锥衬板:按图2所示工艺制作模样,在圆周方向六等分,高度方向分三部分进行样板放样,制作模样;以B 面及内外径为基准,先对①、②、③主体部分粘合校正,再粘合法兰④,整体校正后,后分度粘合12个定位销⑤。按工艺图要求进行整体手工修模。
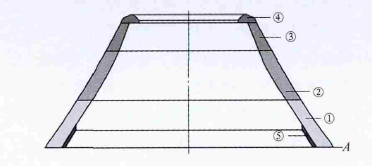
图1
2)涂料工艺 包括涂料的混制、涂敷及干燥。混制工艺。先将C M C(纤维素)用温水稀
释,其比例为CMC∶水=1∶40,混匀后静置12h以上,再将C M C水溶液倒入搅拌桶内,搅拌1~2h;加白乳胶搅拌0.5~1h,然后加膨润土、碳酸钠、FeO粉、硫酸钾、洗净剂搅拌1h左右,后加石英粉,搅拌2~3h。在每次使用前搅拌10~15min,使其成分均匀。涂敷及干燥工艺。采用浸涂及刷涂相结合。先用浸涂的方法进行大面积涂敷,对局部未浸涂到的部位再用刷子补涂,然后烘干。烘干温度为30~40℃,烘干后再刷涂3~4遍,后得到厚度为1~3mm的涂层。
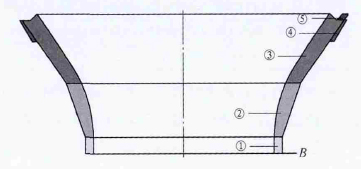
图2
(3)成形工艺 采用消失模铸造,浇注系统设计如图3所示。
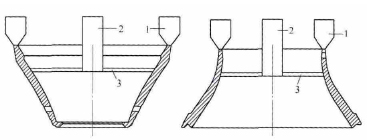
(a)动锥 (b)定锥
图 3
(4)熔炼、浇注工艺 在铸钢车间进行生产试验,按材质成分要求进行合理配料、冶炼。在熔炼过程中,须控制钢液中的磷含量、夹杂物、锰碳比、还原期脱氧等。熔炼温度控制在1500~1550℃,出钢温度控制在1480~1500℃。
(5)热处理工艺 如图4所示。
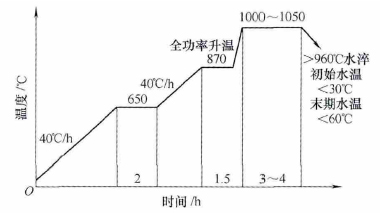
图4 弥散强化工艺曲线
二、试验结果及分析
1. 试验结果
分别对4组试样进行了检测,显微组织如图5~图8 所示,力学性能见附表。力学性能和金相组织
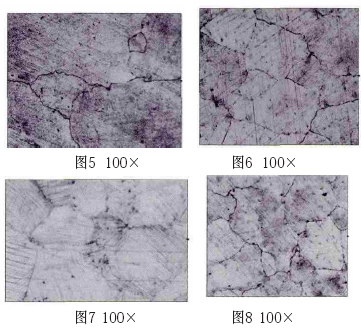
2. 结果分析
从附表及图5~图8可看出,生产的衬板铸件具有较好的综合性能及合理的金相形貌,达到了预期效果。
已有2632人成功参与
细节问题可微信交流:18336065555
搜索关注抖音号“zydlks”
可查看更多设备及生产线现场案例

 破碎机
破碎机 反击式破碎机
反击式破碎机 旋回破碎机
旋回破碎机

