1.锤破机轴承过热因素:润滑油脂缺点;润滑油脂过量;润滑油脂污秽变质;轴承破损,排除方式:加注适量润滑油脂;轴承内润脂应为其空间储料量的50%;清洗轴承;替换润滑油脂;替换轴承。
2.出料粒度过大因素:锤头磨损过大;筛条断裂,排除方式:替换锤头;替换筛条。

3.加工能力减少因素:筛条缝隙被物料堵塞;加料不均匀,排除方式:停车,清理筛条缝隙中的物料堵塞物;调整加料机构。
4.弹性联轴节出现撞击声因素:销轴松动;弹性圈磨损;排除方式:停车并拧紧销轴螺母;替换弹性圈。

5.锤破机内部出现撞击声因素:非破碎物进入机器内部;衬板紧固件松驰,锤碰撞在衬板上;锤或其它零件断裂,排除方式:停车,清理粉碎腔;检验衬板的紧固情景及锤与筛条之间的空间;替换断裂零件。

6.机器振动因素:替换锤破机锤头时或因锥头磨损使转子静均衡不合要求;锤头断裂,转子失衡;销轴变曲、断裂;三角盘或园盘裂缝;地脚螺丝松动,排除方式:拆除锤头、按重量选择锤头,使每支锤轴上锤的总重量与其相对锤轴上锤的总重量相等,即静均衡符合要求;替换锤头;替换销轴;电焊修补或替换;紧固地脚螺丝。
已有2632人成功参与
细节问题可微信交流:18336065555
搜索关注抖音号“zydlks”
可查看更多设备及生产线现场案例

 锤式破碎机
锤式破碎机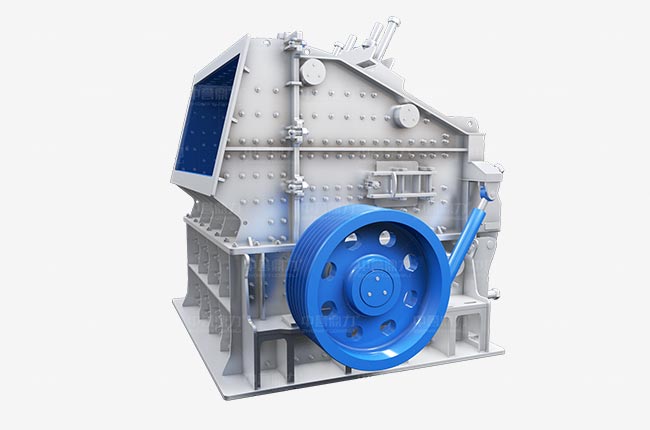 反击式破碎机
反击式破碎机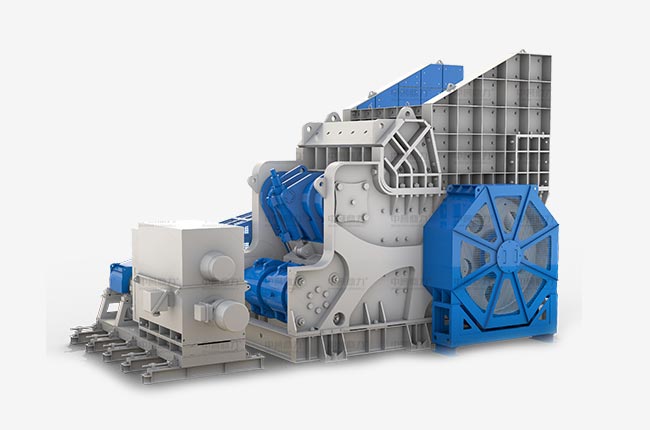 旋回破碎机
旋回破碎机

